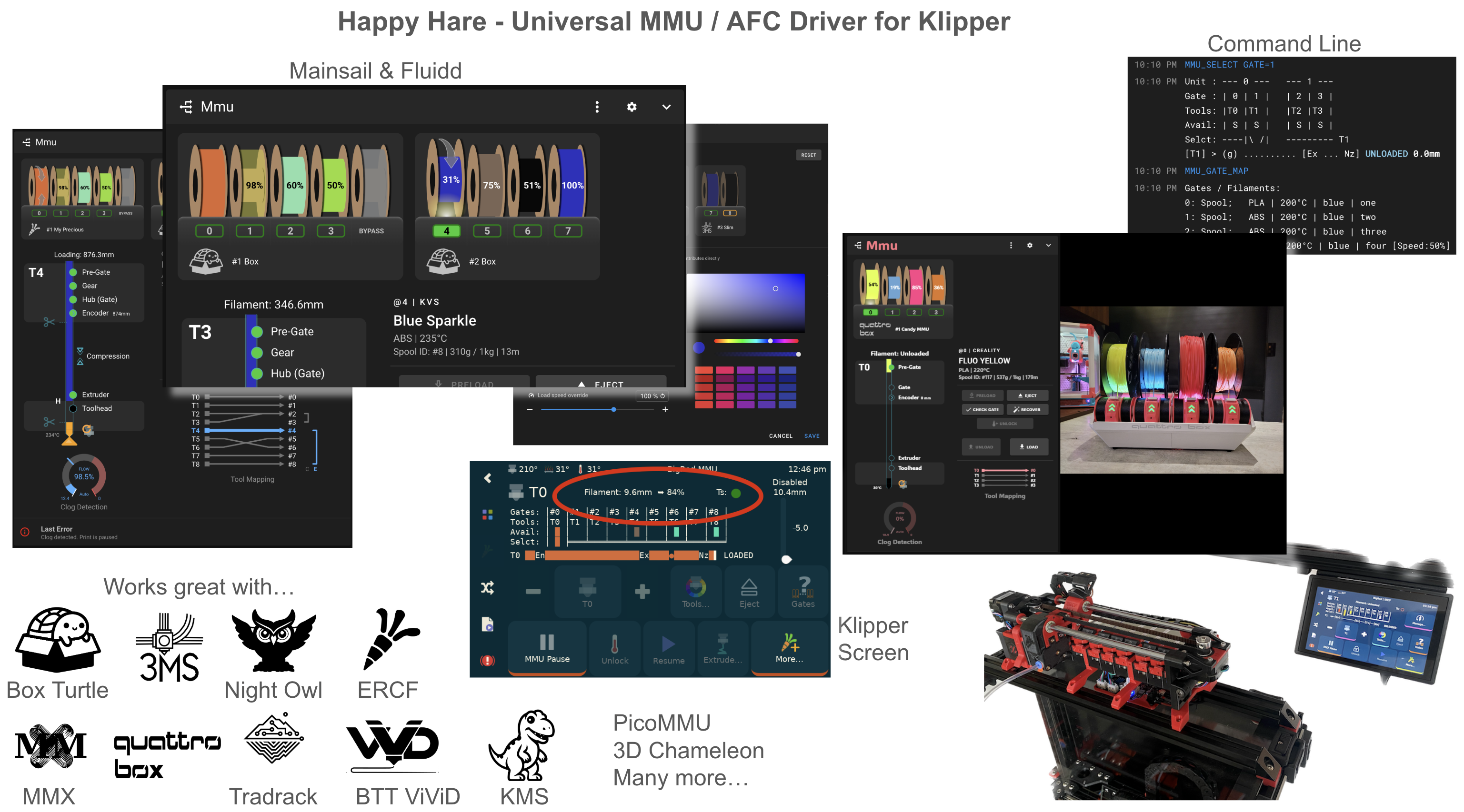
Happy Hare soporta más de 15 sistemas MMU diferentes desde una única capa de software
Happy Hare soporta más de 15 sistemas MMU diferentes desde una única capa de software

Panel Happy Hare en KlipperScreen — control táctil completo del MMU desde la pantalla de la impresora

ERCF v2 — el MMU open source más popular y veterano de la comunidad Klipper

Tradrack — diseño modular de selector único, escalable a bajo coste por canal
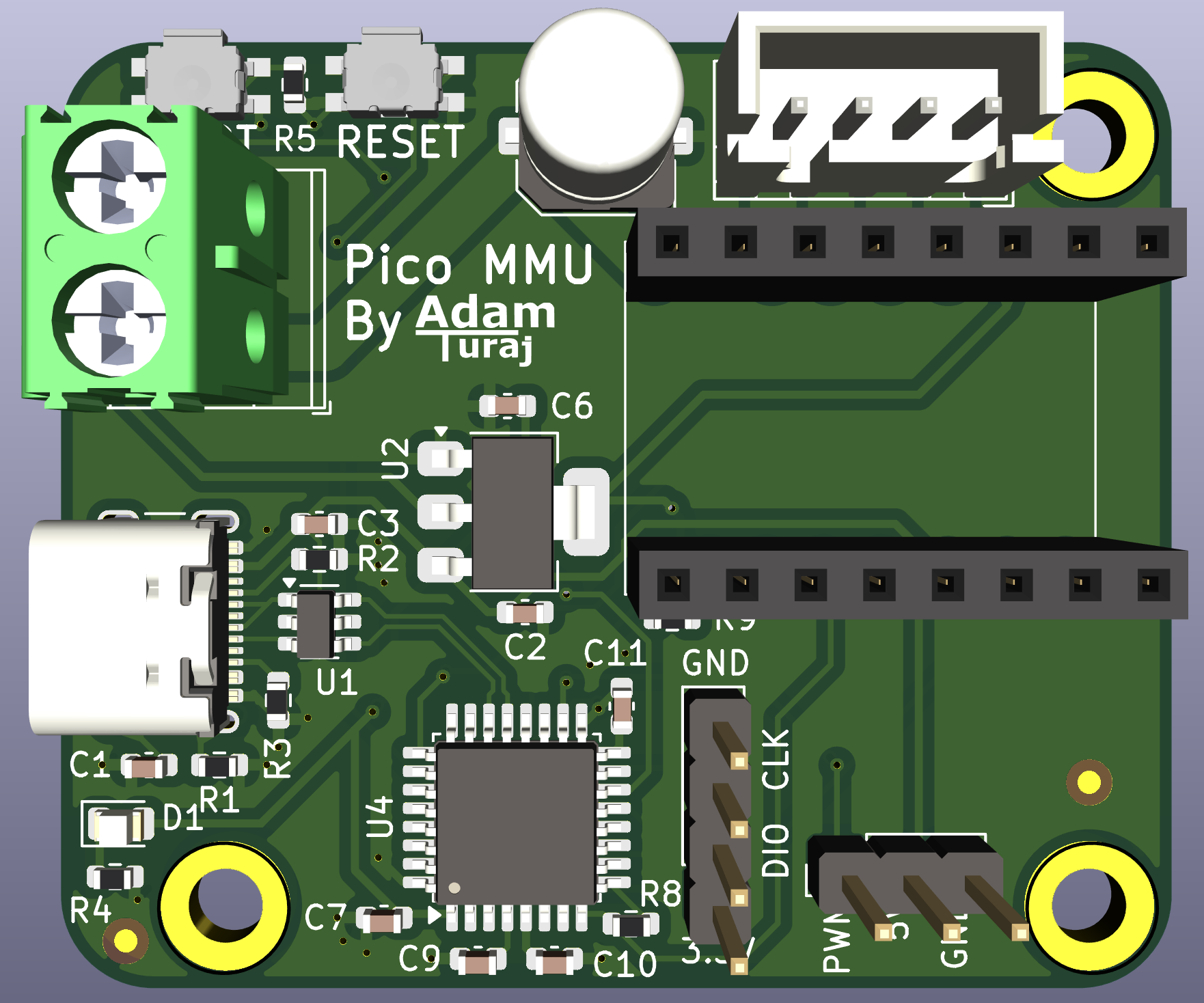
PicoMMU — PCB compacto para multifilamento a bajo coste
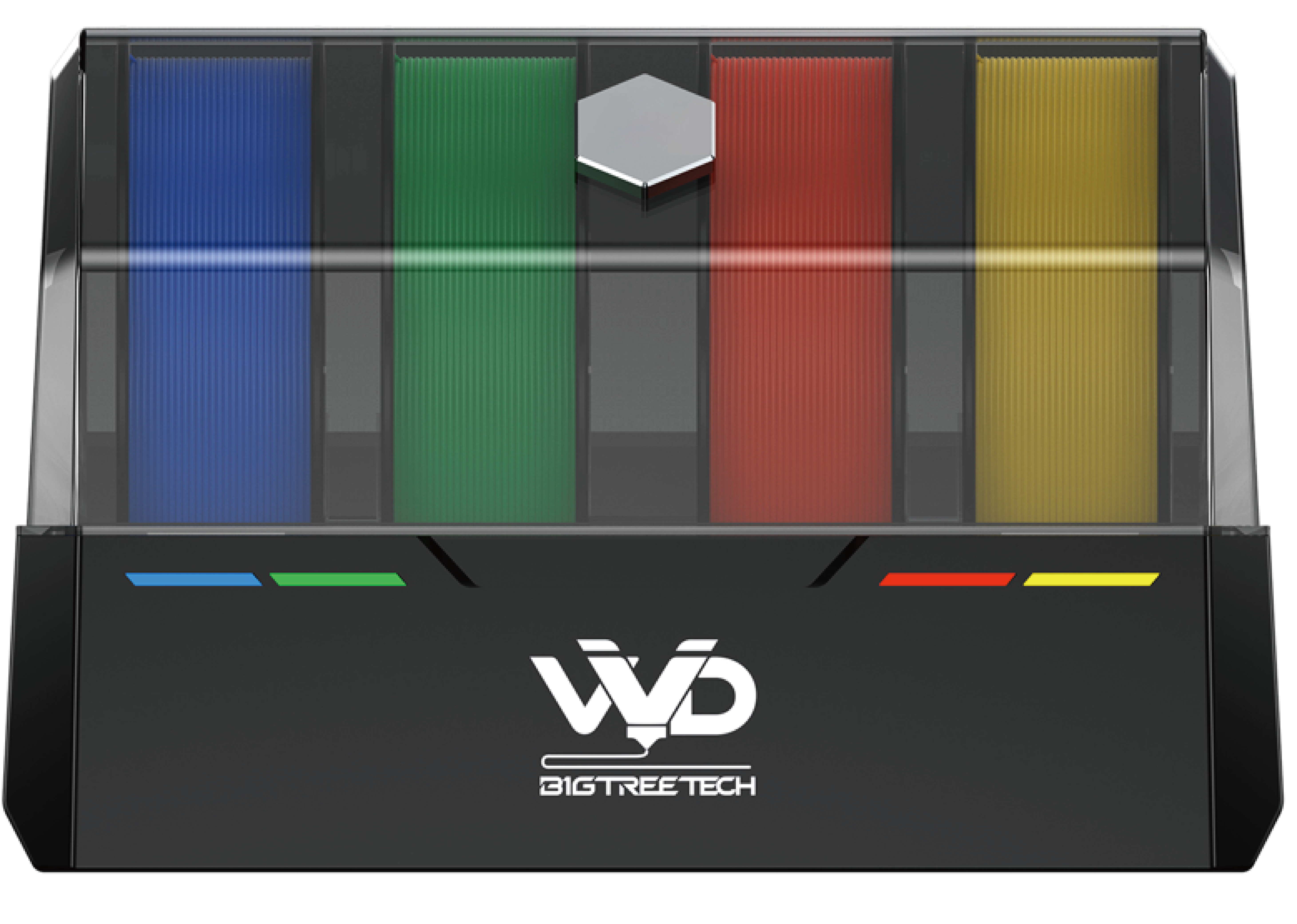
BTT ViViD — solución comercial con secado activo integrado y soporte de hasta 16 colores
4 unidades BTT ViViD en cadena = 16 colores disponibles simultáneamente